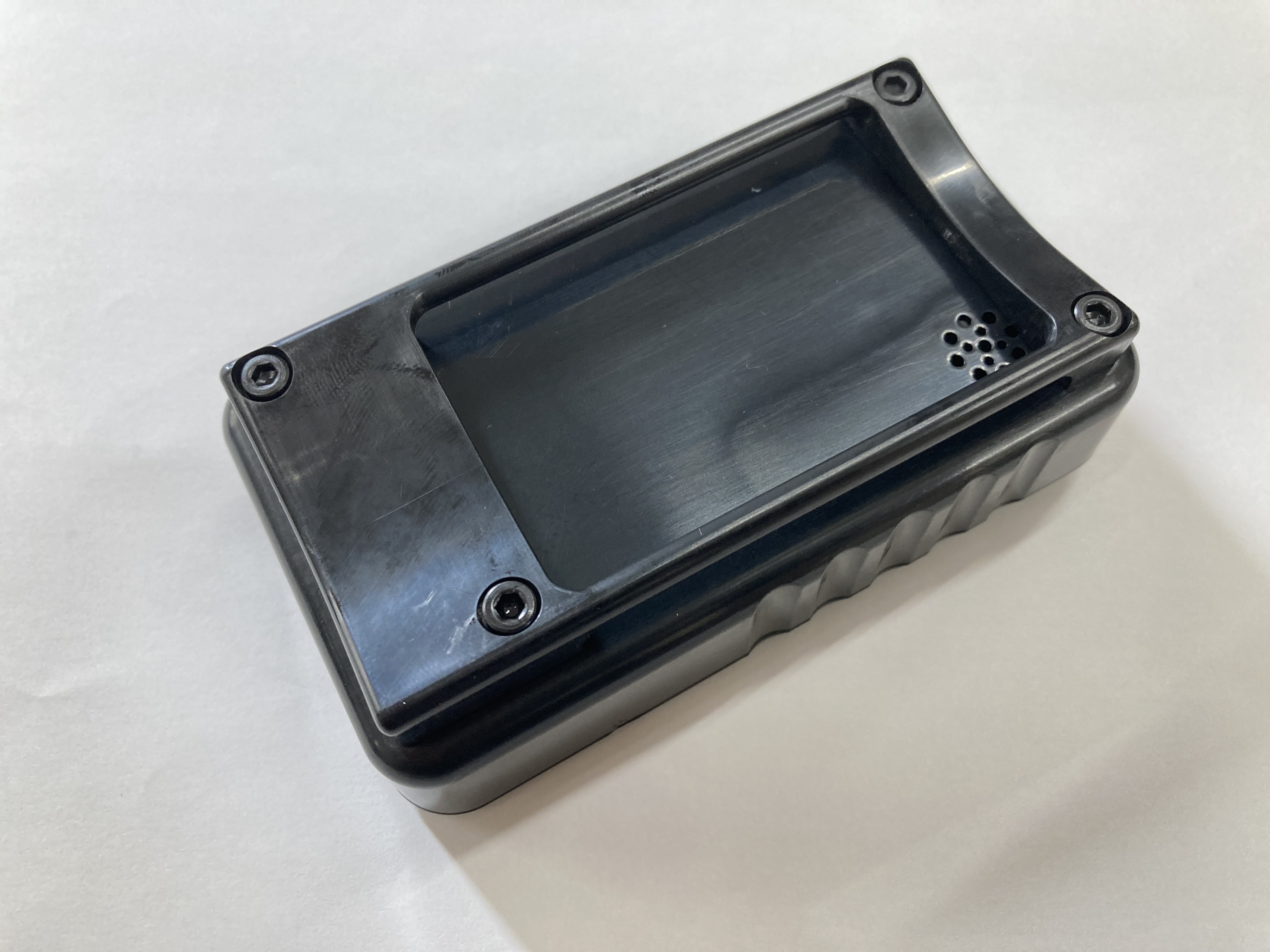
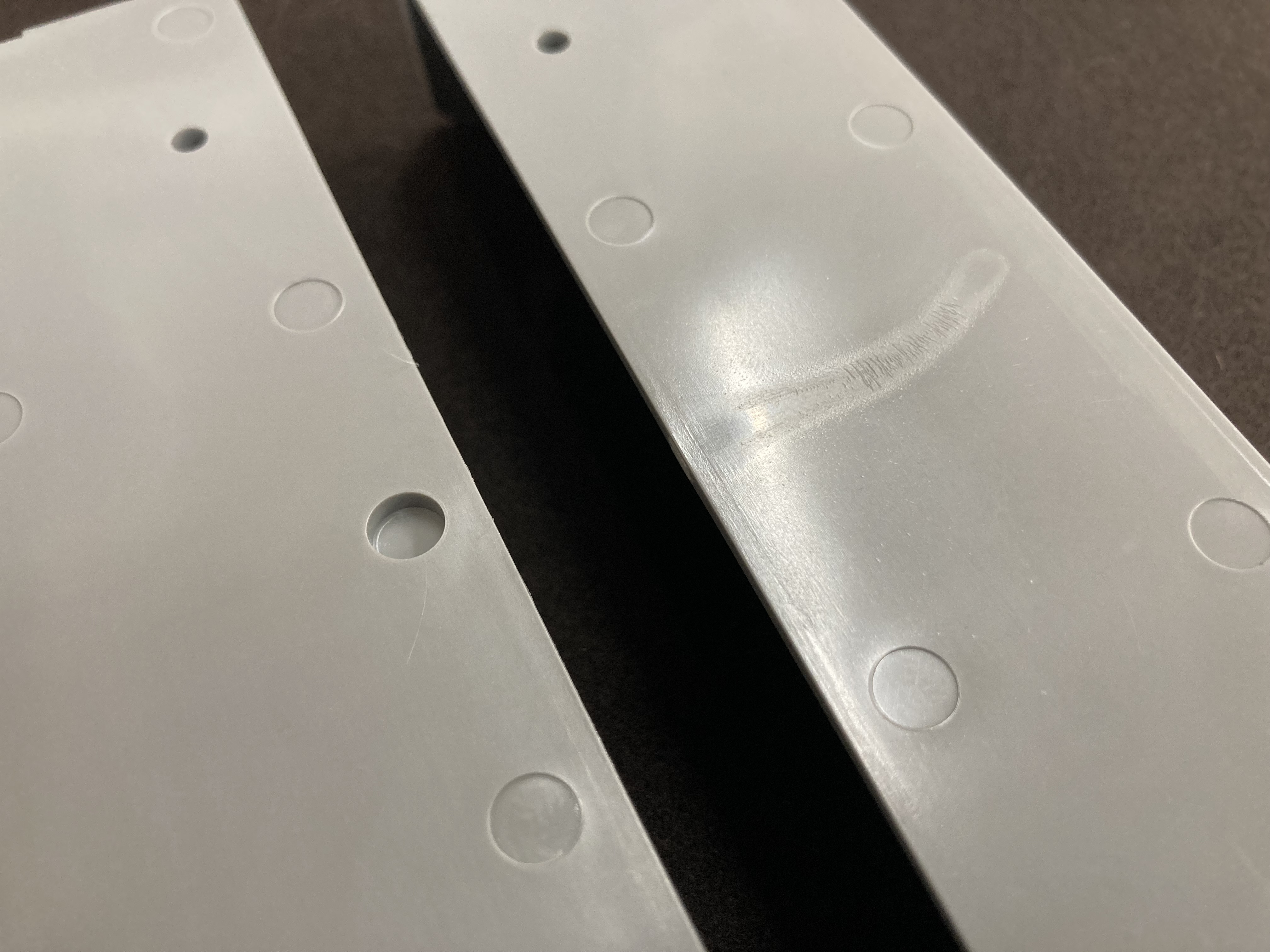
 簡易金型でのハウジングの小ロット成形品になります。細かい形状も多く、隅部等もR0.15以内で仕上げました。また、アンダーカットの入れ子も小さくなるので、加工が掴み代などを考えて金型設計する必要がありました。製品材質はPBT-GF30-V0になるので、ガス焼けの対策でガス抜きは最初から対策はしていました。若干ですが、キャビ取られ傾向があったので、追加で対策しました。
簡易金型でのハウジングの小ロット成形品になります。細かい形状も多く、隅部等もR0.15以内で仕上げました。また、アンダーカットの入れ子も小さくなるので、加工が掴み代などを考えて金型設計する必要がありました。製品材質はPBT-GF30-V0になるので、ガス焼けの対策でガス抜きは最初から対策はしていました。若干ですが、キャビ取られ傾向があったので、追加で対策しました。
ただ、一番の問題は成形サイクルが3-5分程度で置き駒も多く、滞留するとガス焼けの傾向や、色むらがでてくるので、苦労しました。
高電圧の自動車部品も【大阪の三宮製作所】までお気軽にお問合せ下さい。













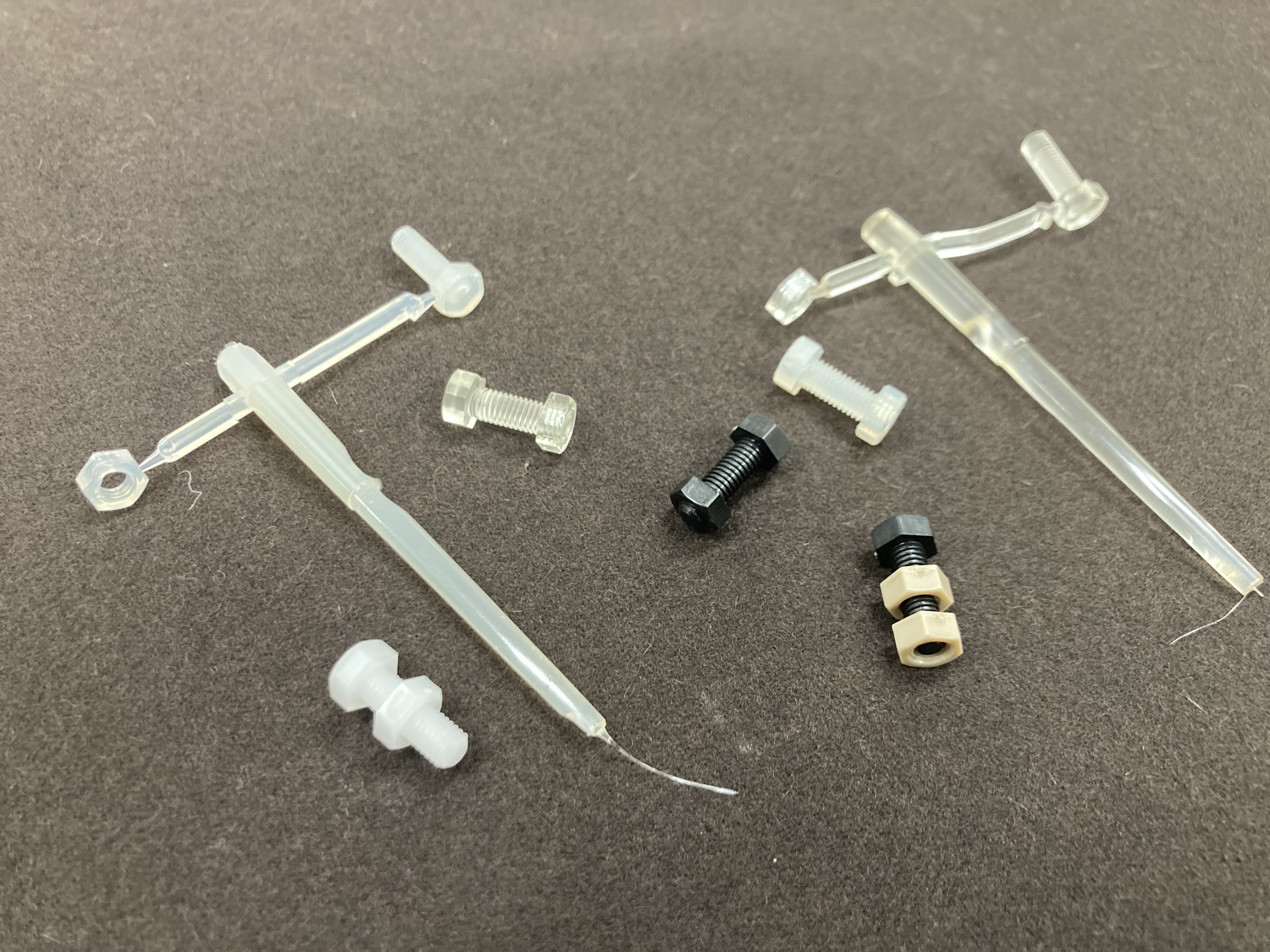




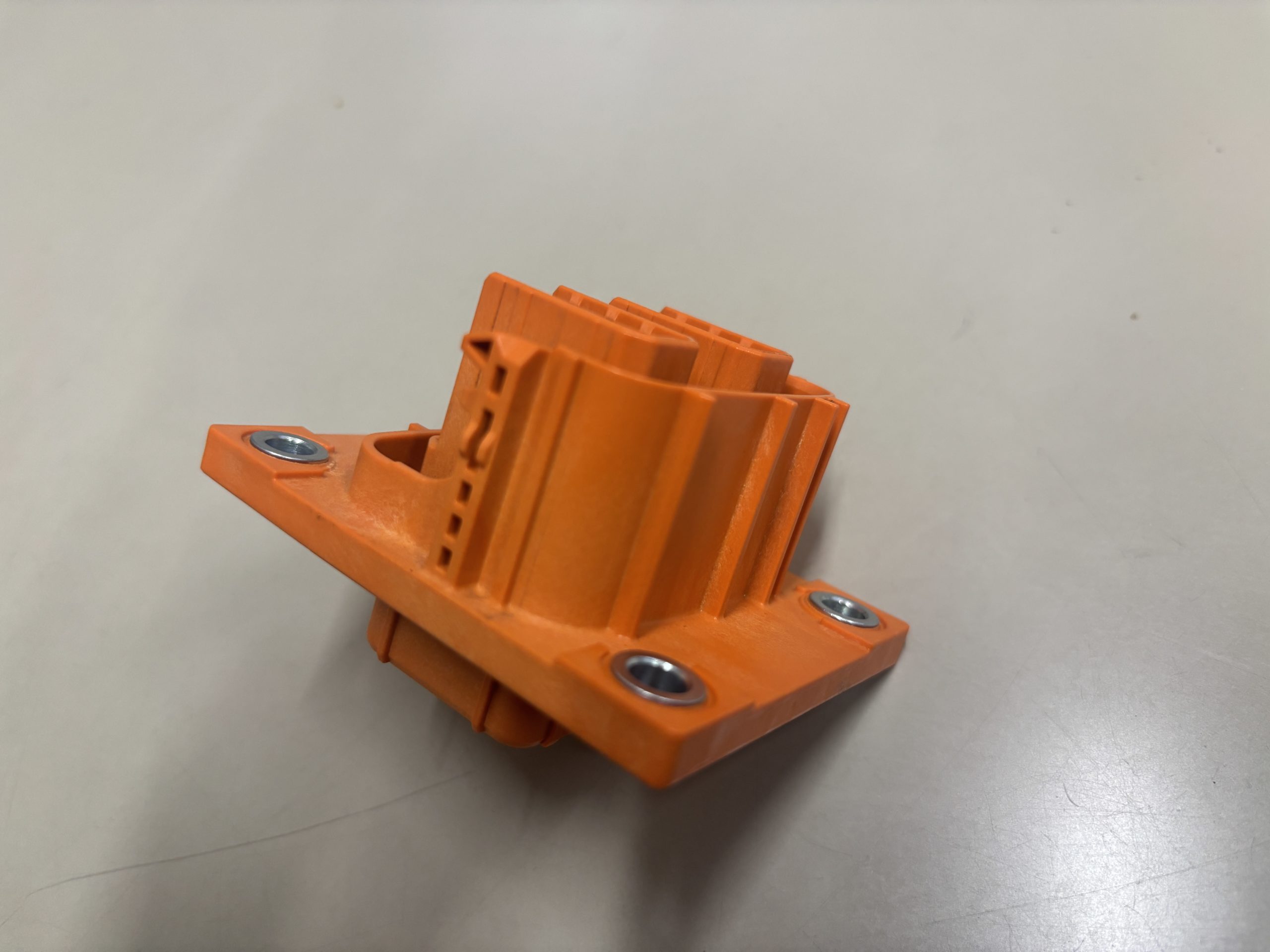
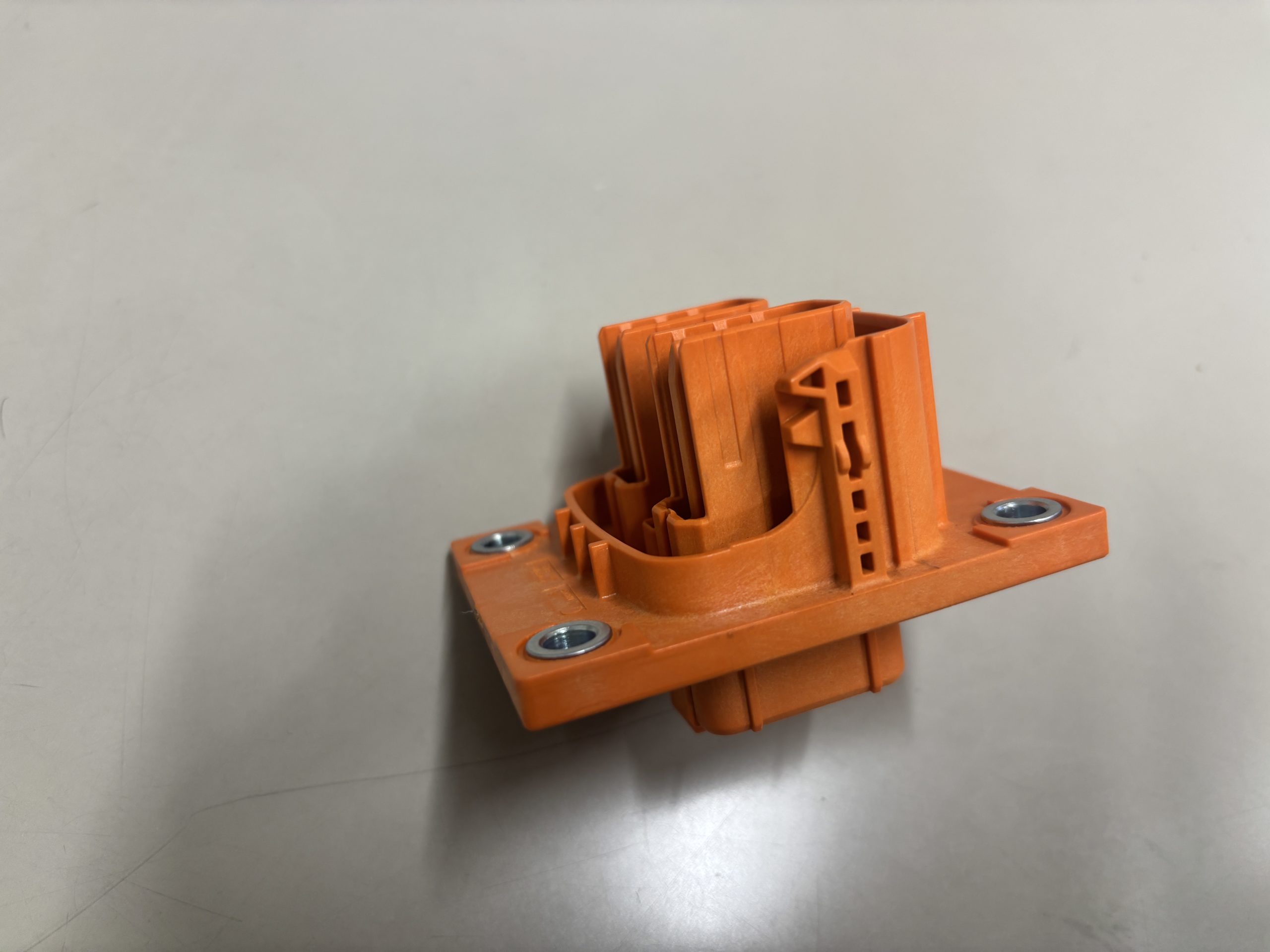
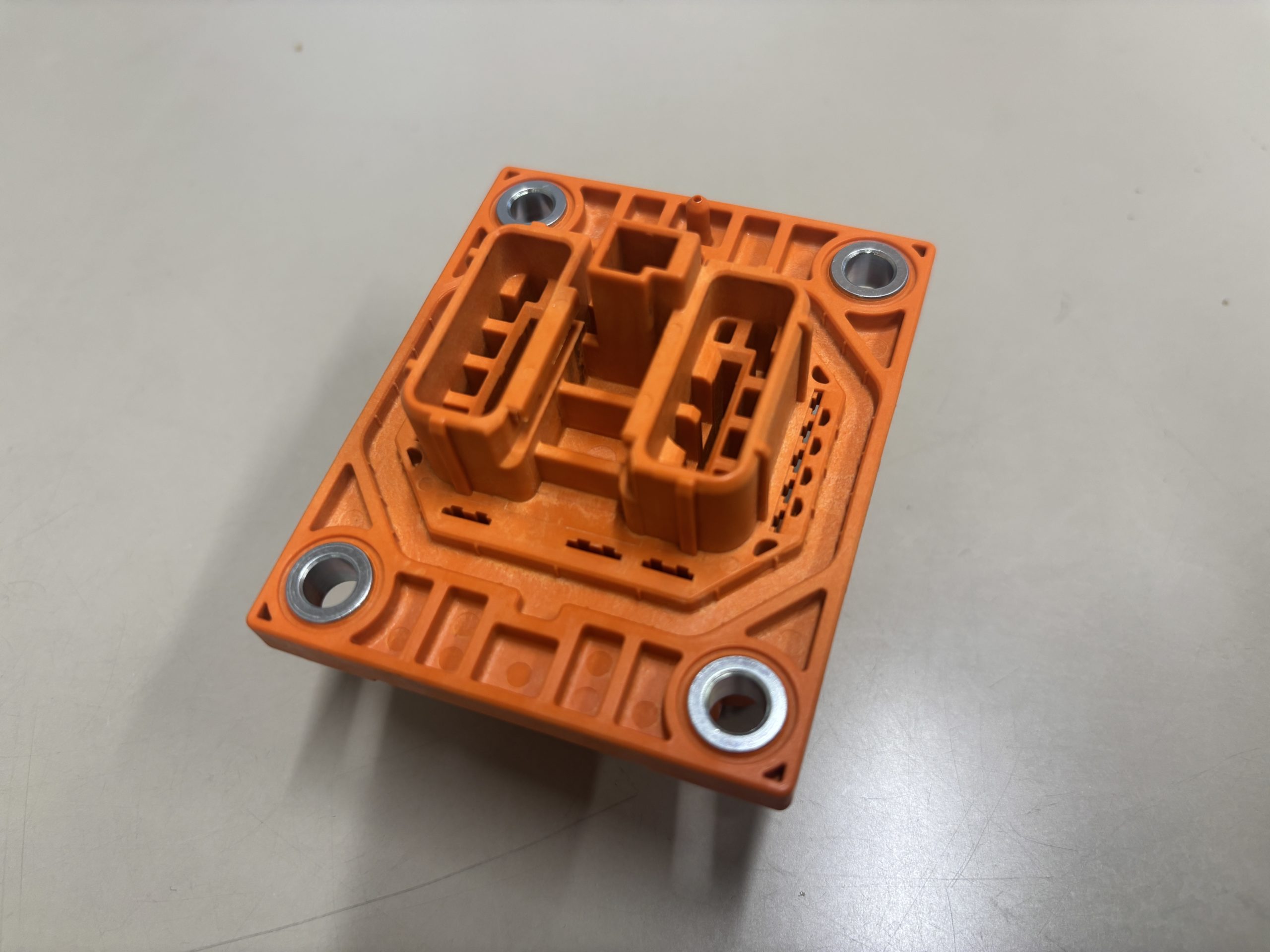
 試作金型による自動車部品の試作成形品になります。試作成形品の色味からして、電気自動車の高電圧部品になると思います。
試作金型による自動車部品の試作成形品になります。試作成形品の色味からして、電気自動車の高電圧部品になると思います。