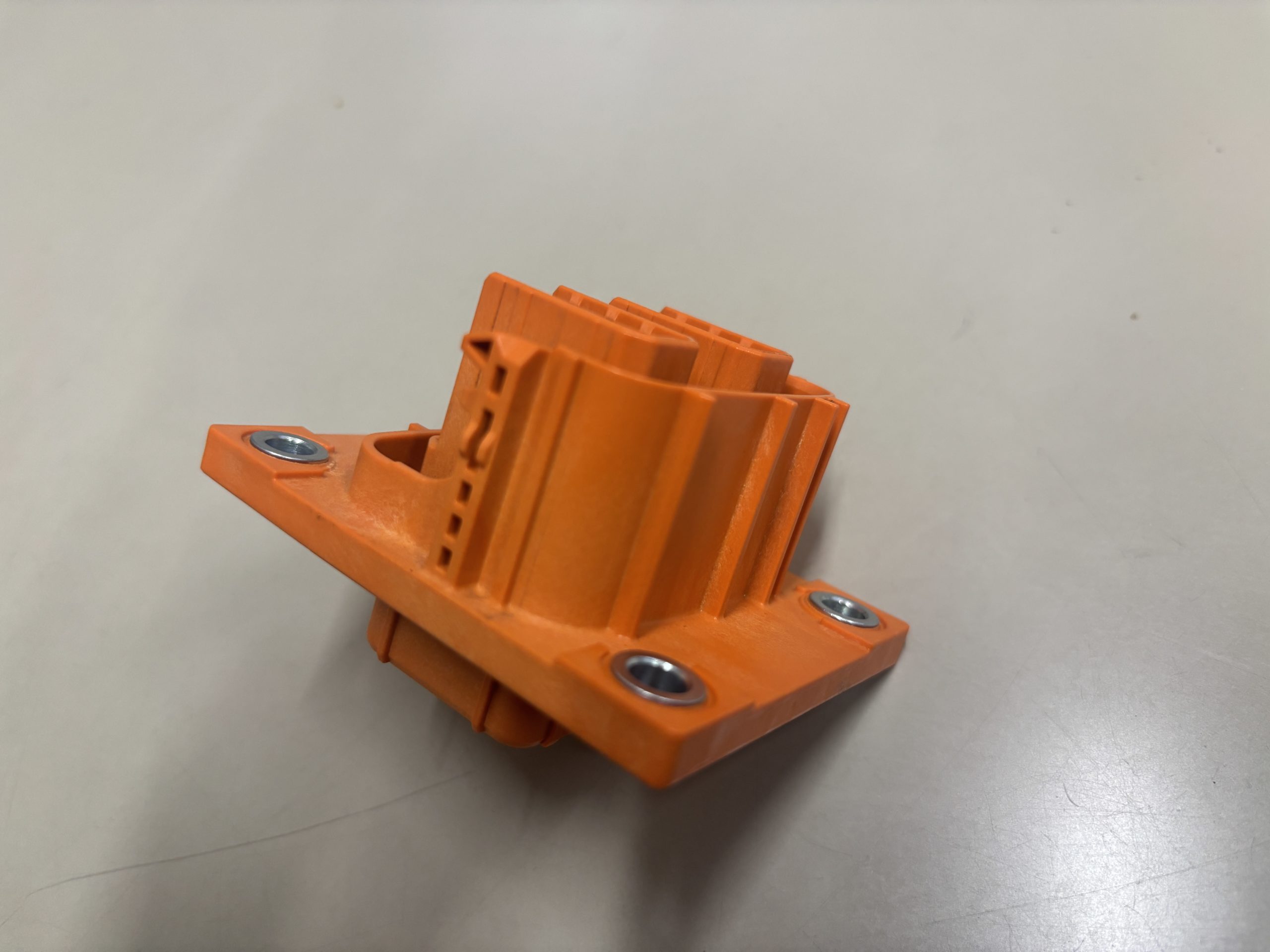
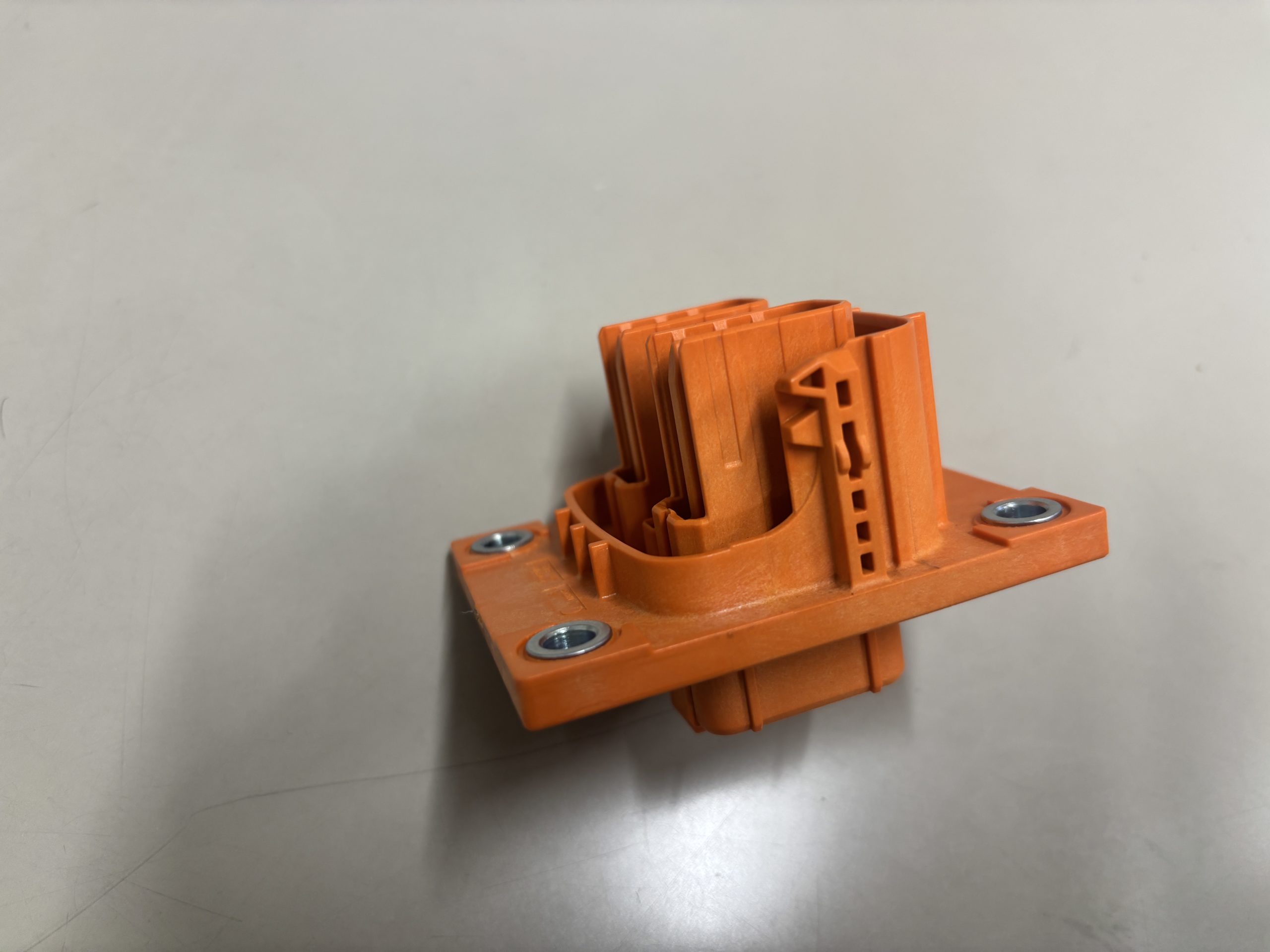
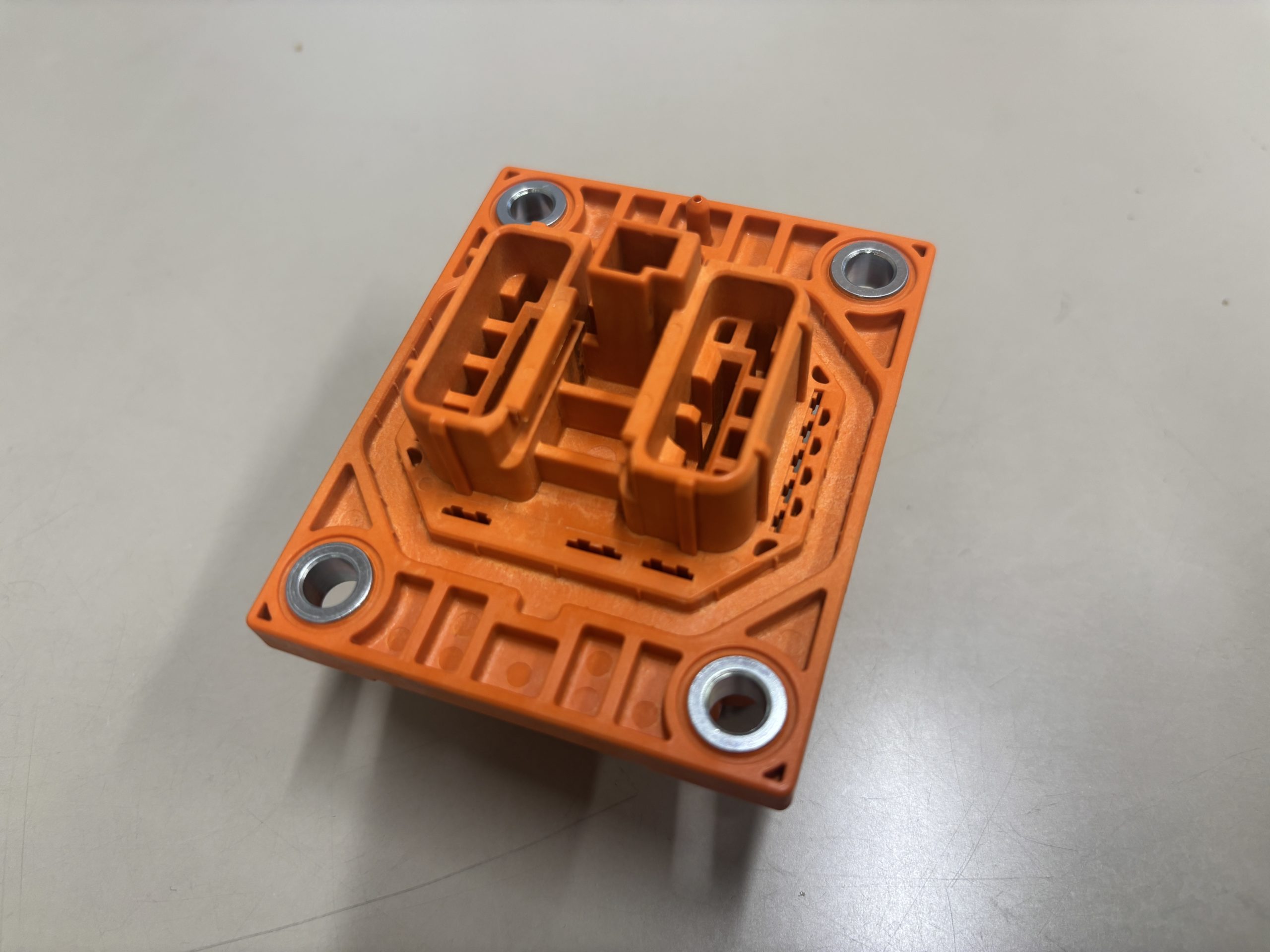
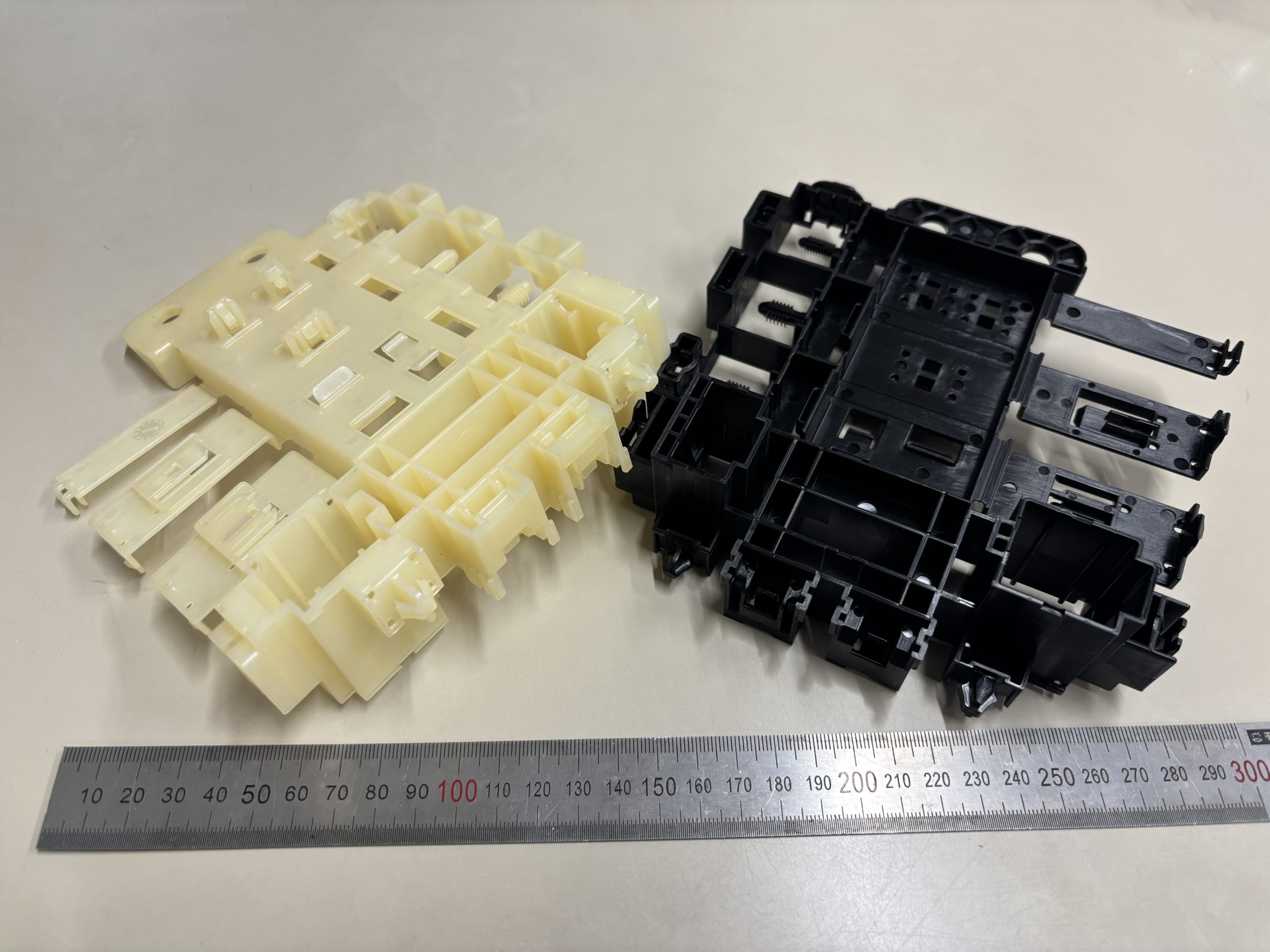
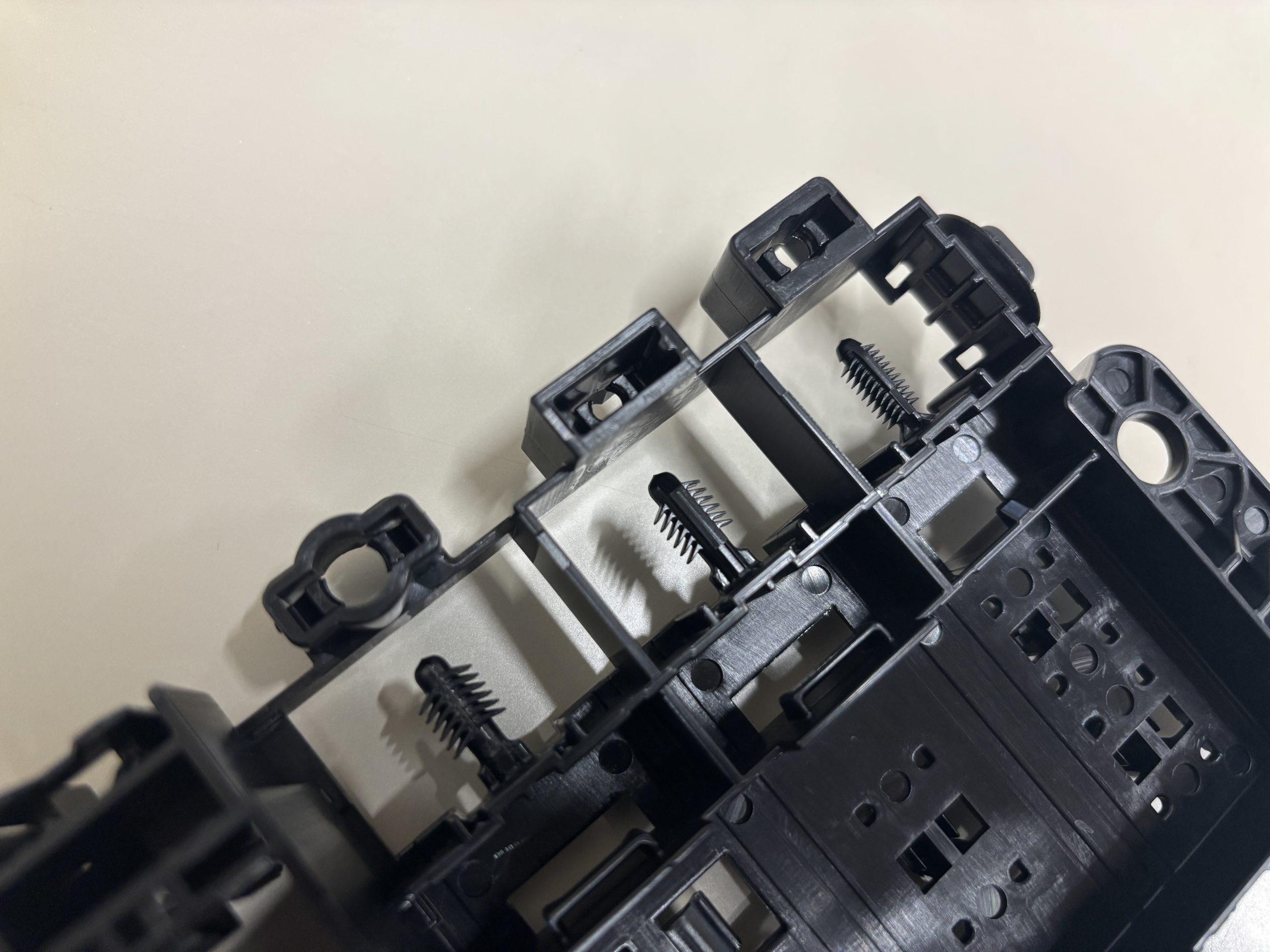
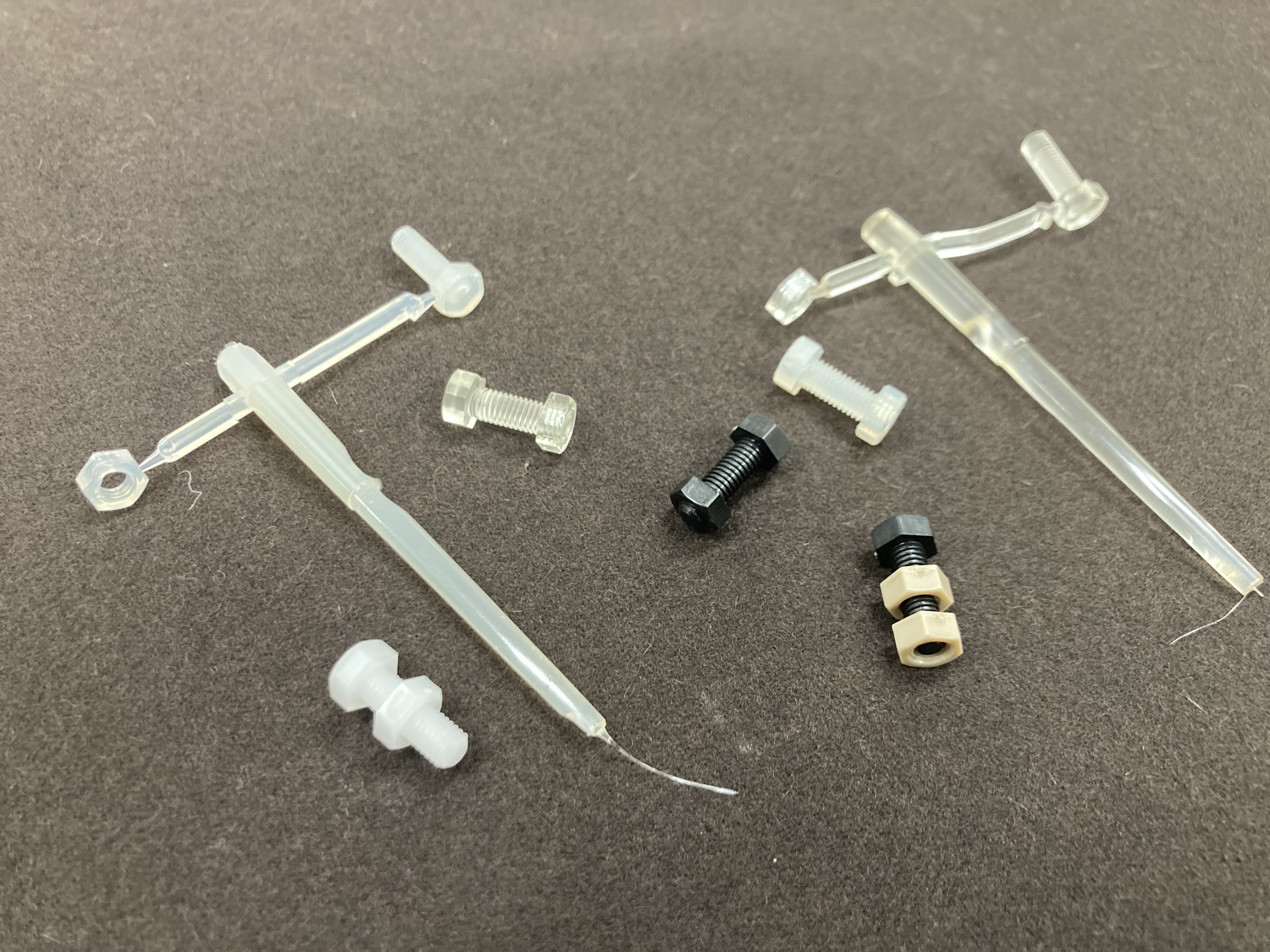
試作金型によるスーパーエンプラを含む成形品になります。それぞれ材料はPPS-GF40(Z-650-TS)・PPE(NIRYL)ノリル・SPS-GF30(XAREC)ザレックの3種類になります。それぞれ特徴があります。
試作金型によるスーパーエンプラを含む成形品になります。それぞれ材料はPPS-GF40(Z-650-TS)・PPE(NIRYL)ノリル・SPS-GF30(XAREC)ザレックの3種類になります。それぞれ特徴があります。
PPS-GF40は「耐熱・剛性重視の構造部品」
SPSは「電気・LED用途の耐熱材料」
PPEは「軽量+電気用途のコストバランス材料」が私のイメージです。
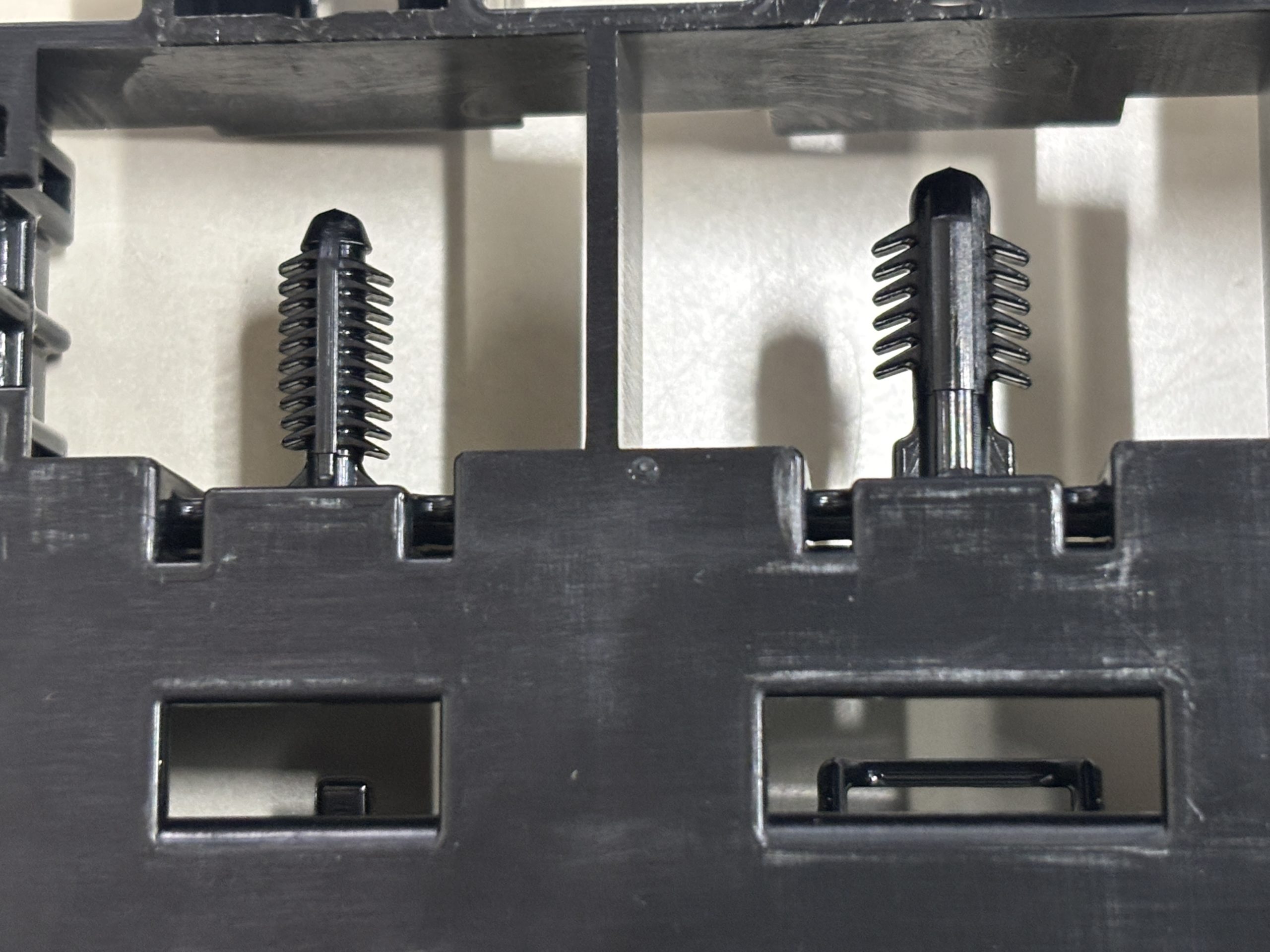
型温は100℃~140℃までそれぞれです。弊社ではヒーター温調で調整しています。PPSがエアベンドでガス対策はしていましたが、末端には少しガスっぽいのが出ていました。フレーム形状でEPの突き出す所がないのも苦労しました。
PPSはバリがかなり出やすいので、苦労します。小ロット(100個程度)であれば、バリ処理前提でも問題ないですが、量産用であれば大変です。ガスのメンテナンスなども高頻度にする必要があります。
スーパーエンプラの成形品でも【大阪の三宮製作所】までお気軽にお問い合わせください。PEEKやLCPなどにも対応しております。