射出成形で作られたプラスチック製品には、ペットボトルや車のバンパー、スマホケースなど日常生活のなかで広く使われているものが多いです。大量生産されるものだからこそ、精度が低くならないように気を付けたりするなど、ロスを減らす必要があります。
しかし工程の中で、成形品の欠けや凹み、光沢不良や金型からの離型不良などさまざまな不良が起こることがあるもの。きちんと対策を練り、トラブルが起こらないように気を付ける必要があります。
そこで今回は、射出成形で起こる不良には主にどのようなものがあるか、それを起こさないためにどのような対策を取るか、射出成形の不良と対策について解説します。
射出成形で起こる主な不良は?
射出成形で起こる不良は意外と多く、きちんとした対策が必須です。ここからは、主な不良やその対策を見ていきます。
離型不良、クラッキング
離型不良は、文字どおり成形品が金型から円滑に離れない現象を指し、クラッキングは金型から成形品を外すときに使われる押出ピンが離型不良により抵抗力が大きくなってしまい、ヒビが入る、あるいは割れてしまうことを指します。
対策として、「金型の表面粗さを磨きで細かくする」「突き出しピンを追加する」「金型を特別な液でコーティングして離型をよくする」「離型剤を使う」などがあります。
そり、変形
成形品ができあがった後、冷却位置や製品の形状が適正でなかった場合に変形してしまう外観不良のことを指します。
対策として、「射出圧を上げる」「保圧を長くする」「金型温度を下げる」などがあります。
ウェルドライン
成形材料が金型の中で分かれてから再度交わる際に衝撃が大きくなってしまい、製品に筋が入ってしまう外観不良です。材料温度が下がりながら再度交わるため、その箇所は融着されません。
対策として、「金型温度を上げる」「射出速度を上げる」「エアベントを追加」などがあります。
ショートショット
成形品の形状に傾斜がついてしまう、または材料の計量不足などにより成形品が欠けてしまう外観不良です。
対策として、「射出圧を上げる」「シリンダー温度を上げる」「金型温度を上げる」「ゲートを大きくする」「ゲート位置を追加する」などがあります。
ヒケ
作られた成形品の肉厚が大きい場合や、金型が冷却不足なときに成形品が凹んでしまう外観不良です。
対策として、「射出圧を上げる」「金型温度を下げる」「肉厚部に肉盗みを追加し、形状変更」などがあります。
ボイド
シリンダーの温度が高すぎる場合や、空気を巻き込んで成形するときに成形品に気泡が入ってしまう外観不良です。
対策として、「エアベントを追加」「ゲートを大きくする」「射出速度を下げる」「捨て肉を作る」などがあります。
光沢不良
金型の磨き不足や成形品の転写がうまくいってないときに、表面に光沢がなくなってしまう外観不良です。
対策として、「シリンダー温度を上げる」「射出圧を上げる」「ゲートを大きくする」「磨きを入れる」などがあります。
黒点、パージ剤残り
焼けて炭化した樹脂やパージ剤の残留が成形品に混ざり込んで、表面に黒いコンタミなどの外観不良が起きてしまうことを指します。
対策として、「シリンダー内の異物等の残り」「パージ剤での洗浄」「金型洗浄」「成形品の捨て打ち」などがあります。
射出成形で大事な金型の冷却はどうやって行われる?
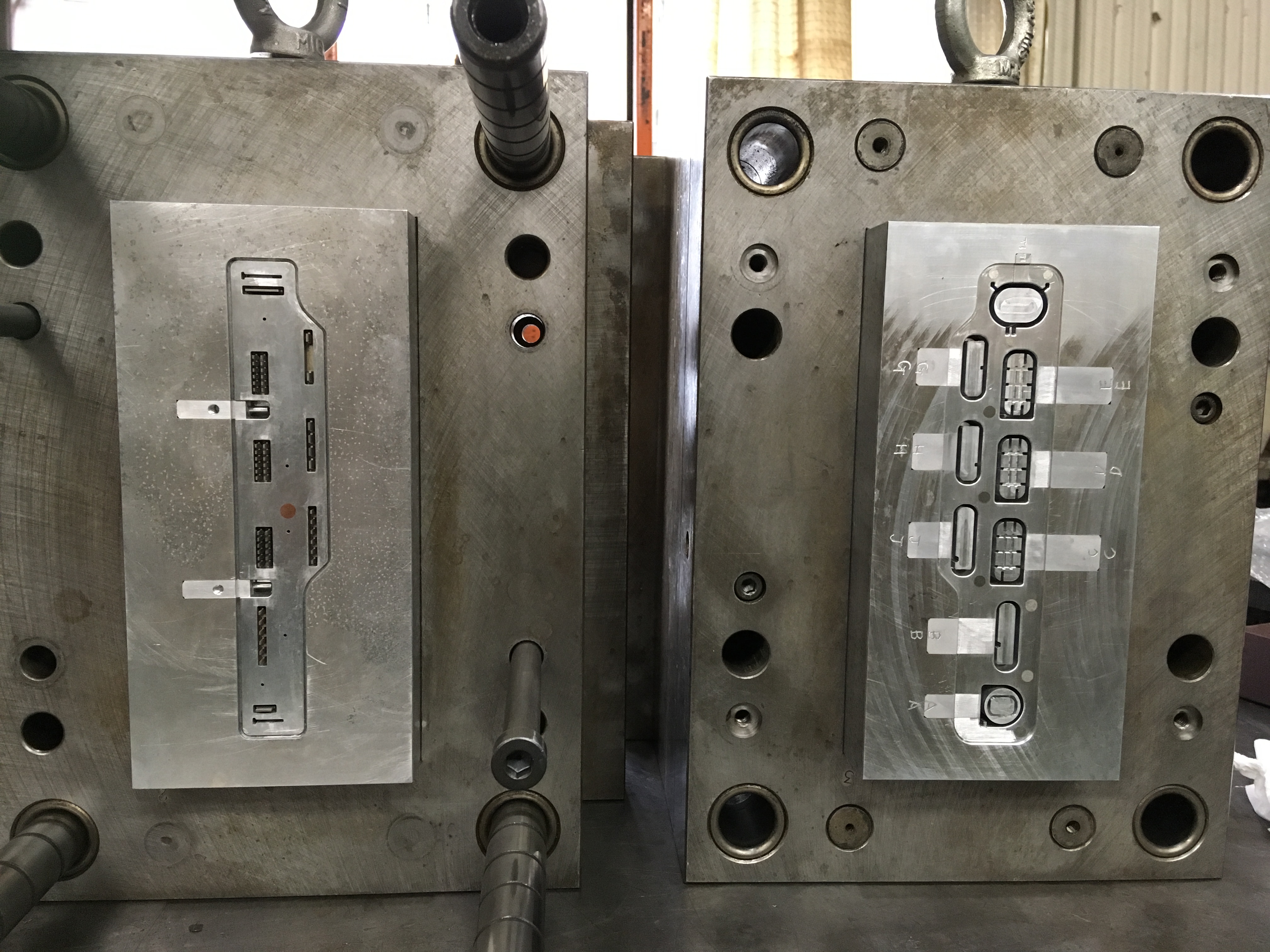
射出成形では、液体状のプラスチックや樹脂を金型に打ち出して成形を行います。多くの素材が200℃前後という高熱で打ち出され、金型内でしっかりと冷却されることで成形品ができる仕組みです。冷却はとても重要ですので、事前に冷却の仕組みも知っておく必要があります。
金型は名前のとおり金属でできているので、熱が伝わりやすくなっています。そのため、金型に冷却用の穴をあけてそこに水を通すことで、温度のコントロールを行う場合が多いです。しかし成形品の形状によっては水で冷却する位置をきちんと考えないと、必要以上に冷却に時間がかかり、逆に冷えすぎた場所ではショートショットが起きてしまうこともあります。
大阪にある三宮製作所では、不良や冷却といった射出成形や金型で起きるトラブルにも柔軟に対応します。相談も受け付けているので、気になる方はお気軽にお問い合わせください。
射出成形用金型の設計・製作は三宮製作所へ~精度の高いモデル加工もお任せ~

射出成形はプラスチック製品など大量生産に向いた製造法ですが、形状を決める金型との離型不良をはじめ、ヒケや光沢不良など様々な外観不良を起こす可能性があります。
そうすると安定した生産ができないばかりか、無駄なロスが増えてしまうこともあるのです。不良に応じた対策を講じることで、精度の高い製品を安定して生産することができますし、ロスも少なくできます。
射出成形用金型の設計・製作、モデル加工を依頼するなら、三宮製作所にお任せください。長年蓄積してきた技術力に加え、最新設備と最新の金型設計ソフトを導入、万全の体制で金型の設計・製作を行っています。
樹脂だけではなく、アルミやS55Cなど、様々な材質の加工もお任せください。射出成形品の形状を変更する場合は、金型の設計・製作変更にも柔軟かつ迅速に対応いたします。
射出成形用金型の業者をお探しなら三宮製作所
| 会社名 | 有限会社 三宮製作所 |
|---|---|
| 代表取締役 | 三宮 健造 |
| 住所 | 〒551-0003 大阪市大正区千島1丁目29-43 |
| TEL | 06-6461-7386 |
| info@san-ss.co.jp | |
| 創業 | 1960年3月 |
| 創立 | 1980年6月 |
| 資本金 | 650万円 |
| 事業内容 | 金型設計、製作、射出成形加工、試作モデル及び試作部品加工 |
| 主要取引銀行 |
|
| URL | https://san-ss.co.jp/ |