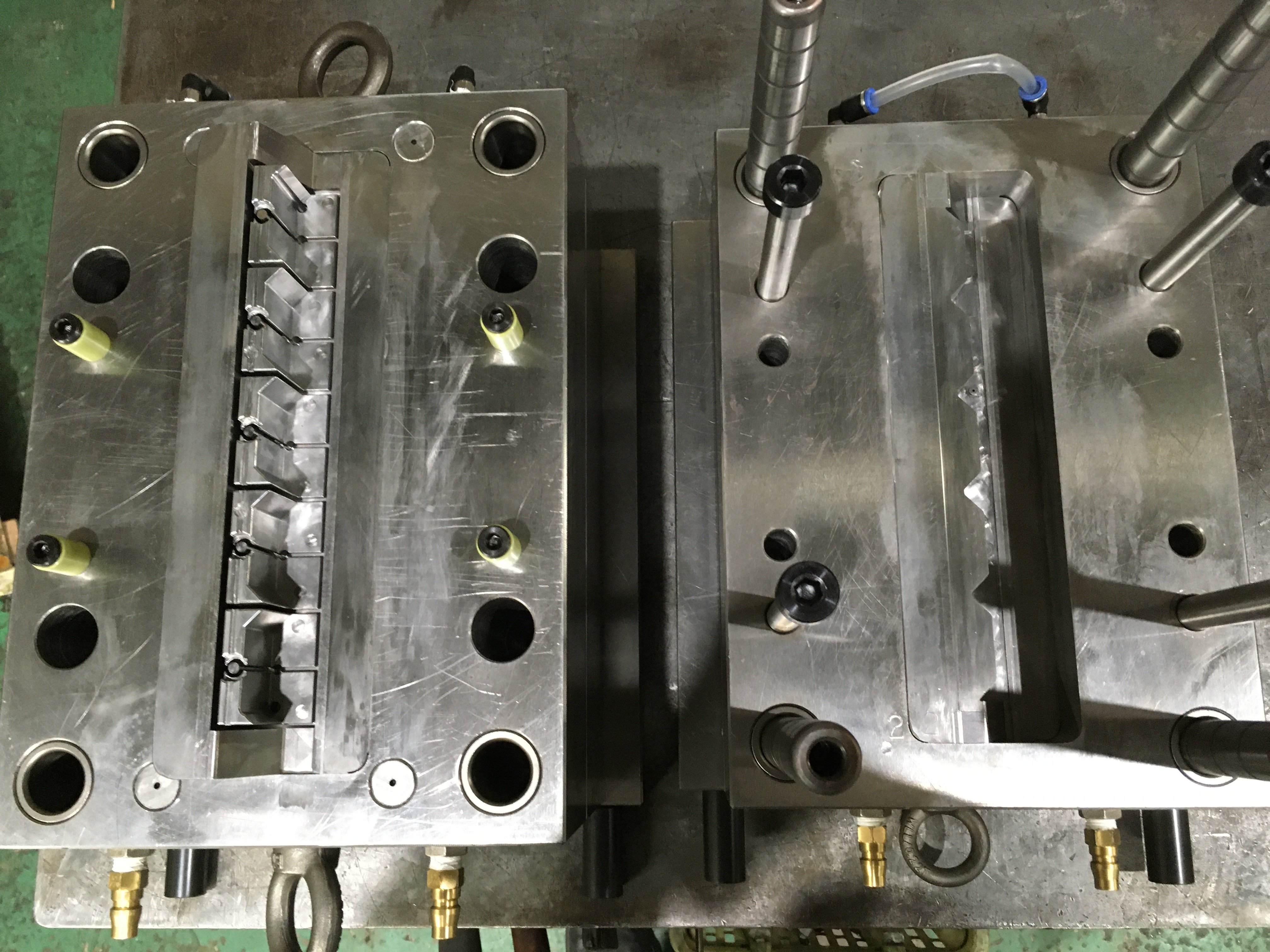
自動車のシフトレバーカバーの試作金型と射出成形品です。普段は車でも内装分を多く扱うので、このような外装部品がくると自動車の開発に携わっている実感が湧きます。底面のパーティングラインがスプライン曲線での3D形状なのでマシニング加工の精度が必要です。
自動車のシフトレバーカバーの試作金型と射出成形品です。普段は車でも内装分を多く扱うので、このような外装部品がくると自動車の開発に携わっている実感が湧きます。底面のパーティングラインがスプライン曲線での3D形状なのでマシニング加工の精度が必要です。
試作品ですが、外観品なので、入れ子ラインや表面粗さやキズ等に気を付けて加工しています。裏も3D形状で突き出し位置や先端加工が多かったので製品部以外の加工にも時間が掛かりました。
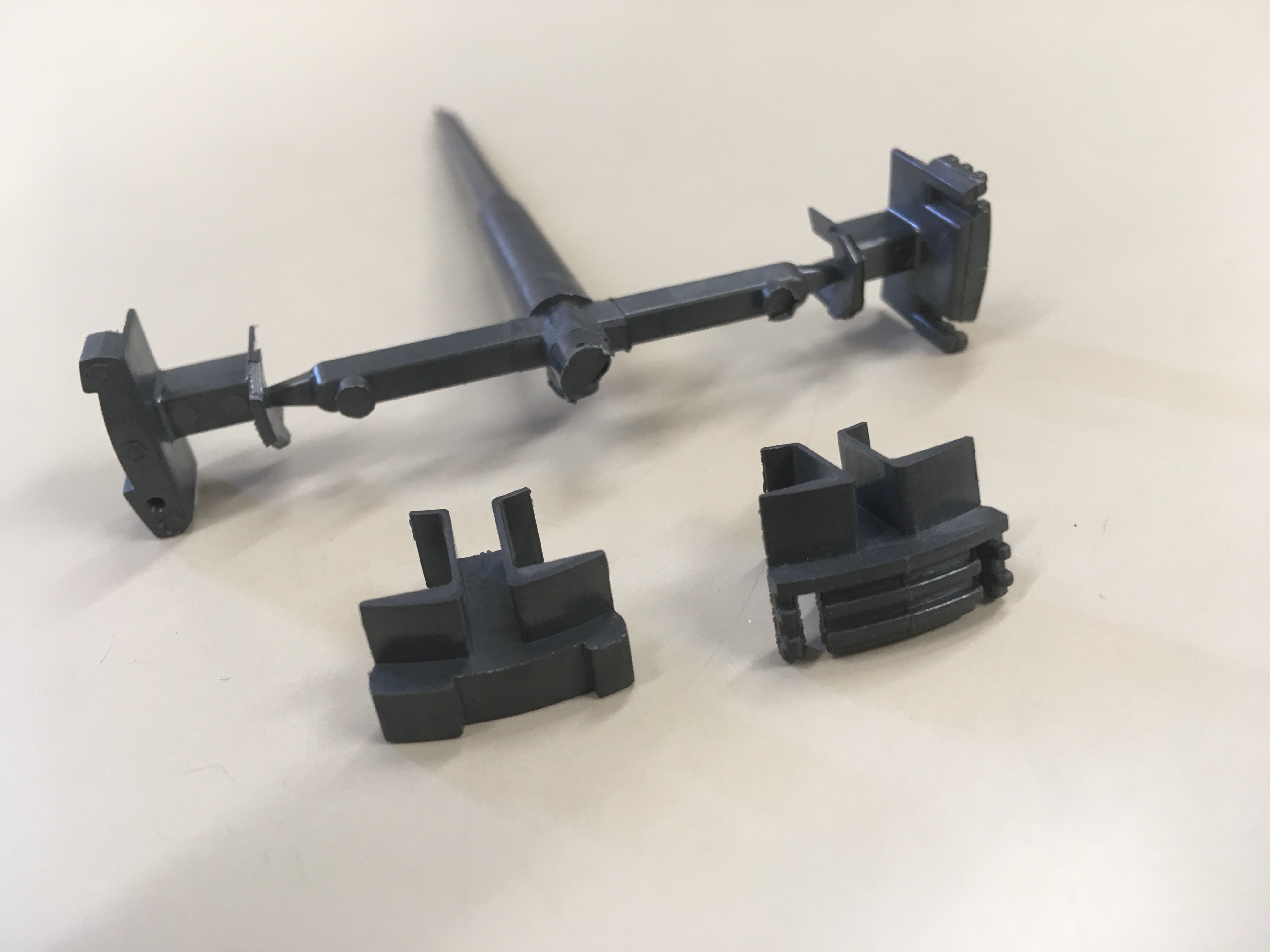
全高も70mm程度あり当社としては大きな製品になります。深く細いリブが有ったので心配でしたが、特に大きな問題もなくT0でOK品が取れました。
今回はその他にもシフトレバーのインサート成形品やグリップ等も一式、設計から金型製、射出成形品まで製作致しました。
外観品や車部品、大型品でも【大阪の三宮製作所】までお気軽にご連絡下さい。









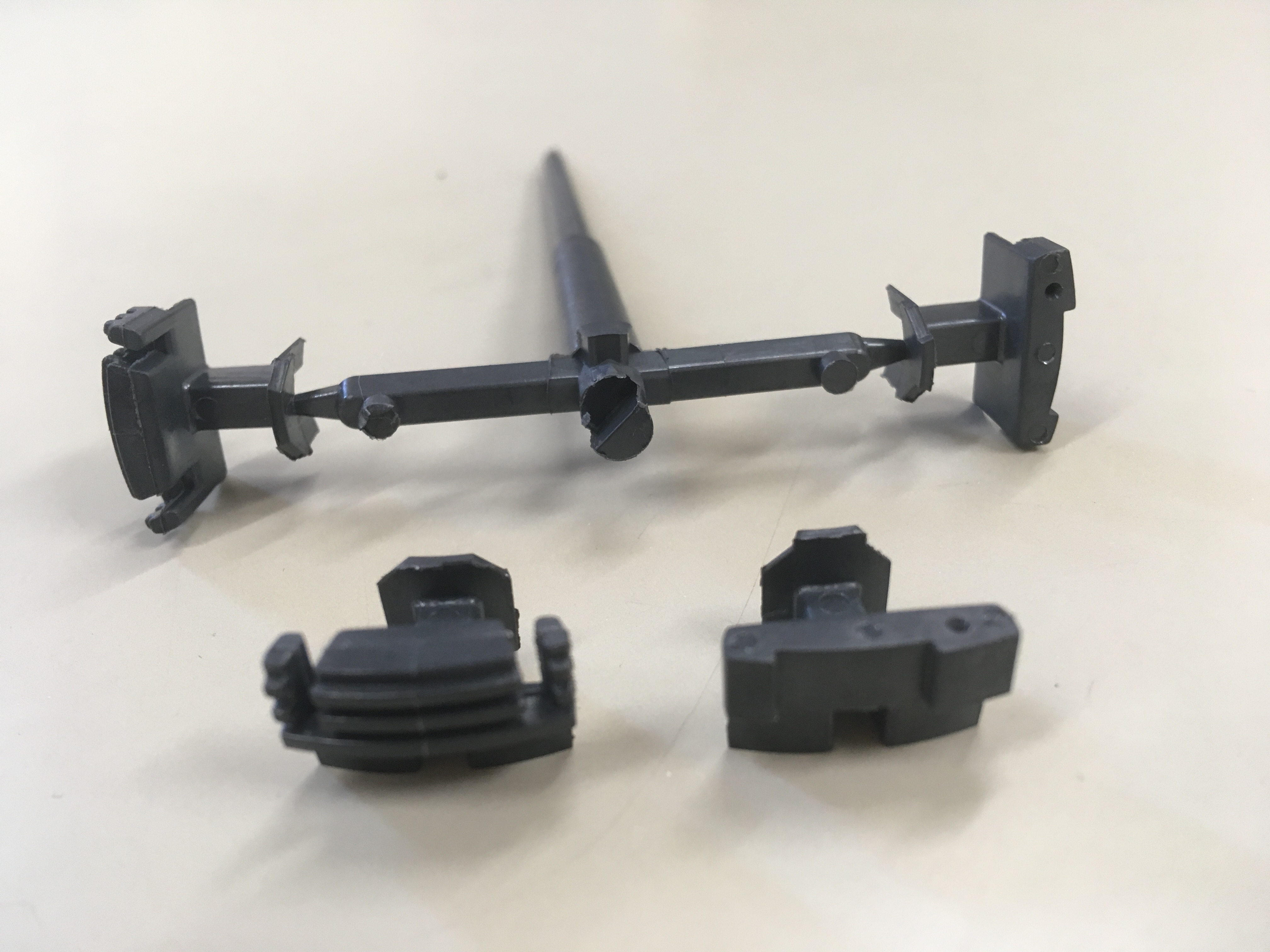
 試作成形品の試作サンプル品と試作金型です。試作成形品の材質はPBT-GF30%です。大手電機メーカ様向けの今案件は受注後5日でサンプル出しです。
試作成形品の試作サンプル品と試作金型です。試作成形品の材質はPBT-GF30%です。大手電機メーカ様向けの今案件は受注後5日でサンプル出しです。

 写真はエラストマー樹脂の成形品ですが、エラストマー樹脂でも数種類あり、今案件はスチレン系エラストマーで硬度70°の成形品です。
写真はエラストマー樹脂の成形品ですが、エラストマー樹脂でも数種類あり、今案件はスチレン系エラストマーで硬度70°の成形品です。